En Serie DPXB(Modelo B/C/H) de Automatización ZY Máquina de envasado de termoformado (Fig. 1) son posibles distinguir los siguientes subsistemas (unidades) que constituyen la máquina integral [5]: unidad para desenrollar y transportar la banda inferior, unidad para el termoformado de la banda inferior, unidad para evacuación de presión, sellado del paquete, y corte y etiquetado del paquete. Desde el punto de vista de la secuencia de operaciones de envasado, la primera de los subconjuntos es la unidad de alimentación de la banda inferior, que consiste en un alimentador de película tipo rodillo y cadenas que transportan la película.
El siguiente subconjunto es la unidad de termoformado de la banda inferior. La formación de la red inferior bajo el efecto de la temperatura ocurre en la formación de la cámara. Calentar la banda inferior es otra operación dentro del proceso de termoformado. El calentamiento y la formación de la película se produce a un valor determinado con precisión de la temperatura de formación. La temperatura requerida del conformado se controla desde la consola de control de la máquina de termoformado. La formación de la web inferior se puede ejecutar como [4]:
· formación de tipo negativo (utilizada en caso de formación de las llamadas películas flexibles),
· formación de tipo positivo (utilizado exclusivamente para la formación de las llamadas películas semirrígidas).
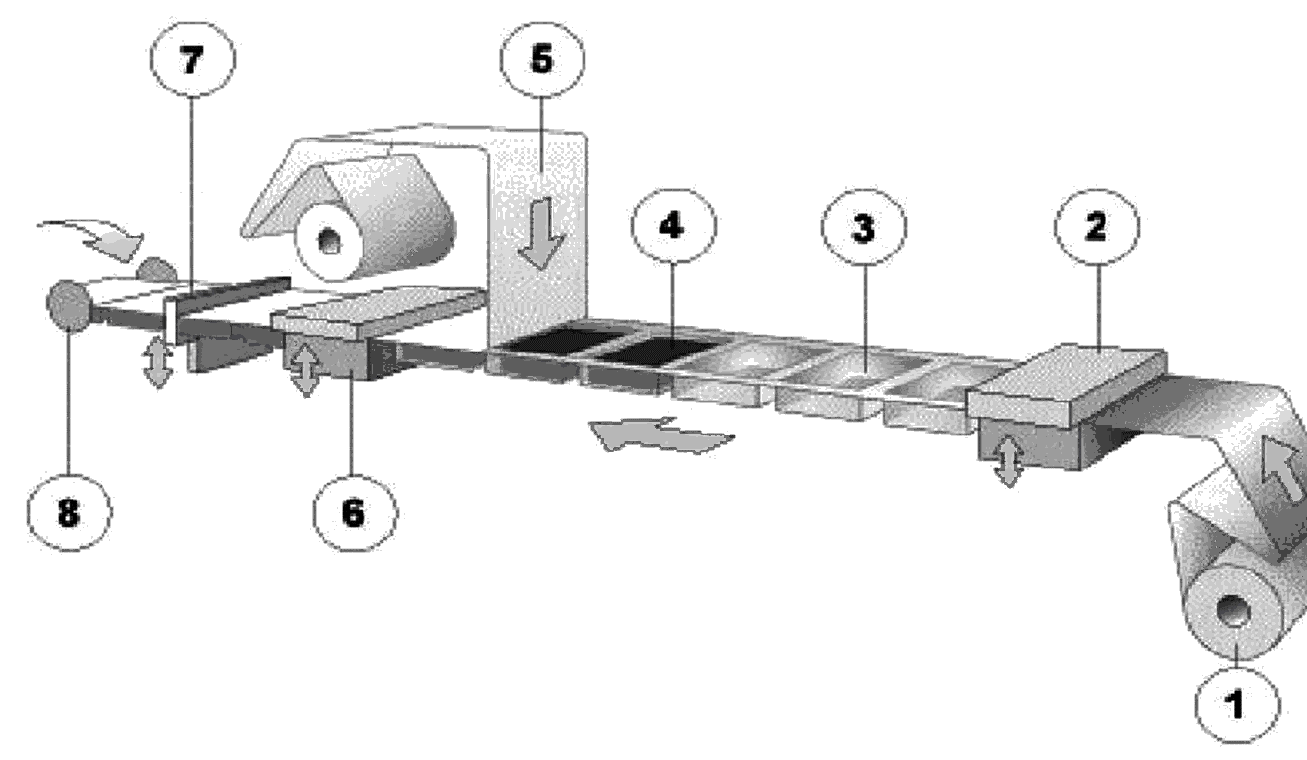 Figura 1. Construcción y principio de funcionamiento de la máquina empacadora de termoformado [5]: 1 – banda inferior, 2 – estación para formar la banda inferior, 3 – área de carga de un producto, 4 – cajones con un producto, 5 – estación para desenrollar la banda superior, 6 – cabezal de sellado, 7 y 8 – subconjunto para cortar el paquete
Figura 1. Construcción y principio de funcionamiento de la máquina empacadora de termoformado [5]: 1 – banda inferior, 2 – estación para formar la banda inferior, 3 – área de carga de un producto, 4 – cajones con un producto, 5 – estación para desenrollar la banda superior, 6 – cabezal de sellado, 7 y 8 – subconjunto para cortar el paquete
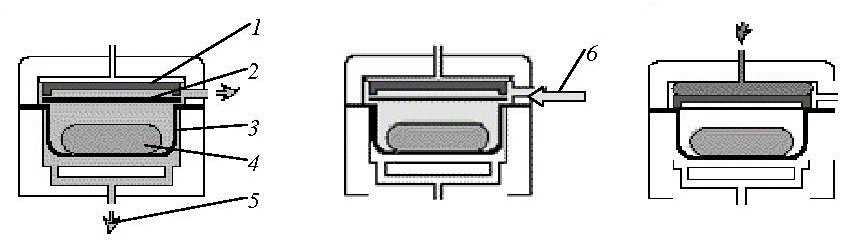
La formación negativa se realiza en dos pasos (Fig. 2). Primero, debido a la evacuación de la presión de la cámara de formación, la red inferior se estira y luego se calienta. Bajo el efecto del crecimiento de la presión en la cámara de conformado, desencadenado por la aireación, la red inferior se forma y alcanza la forma de dibujo, cuya forma depende de la forma del molde negativo.
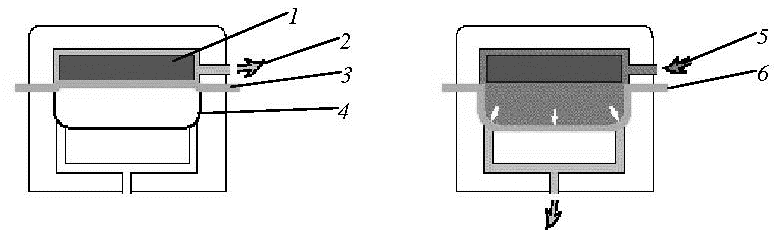
Figura 2. Conformado de tipo negativo estándar [4]: 1 – cabezal de calentamiento, 2 – evacuación de la presión de la cámara de formación, 3 – banda inferior antes de formar, 4 – molde negativo, 5 – aireación de la cámara de conformado, 6 – pieza de dibujo de la banda inferior
El subconjunto de evacuación de presión y sellado de la banda inferior con la banda superior es la siguiente unidad del termoformador. La bomba de vacío, que realiza el proceso de evacuación de presión desde el interior del paquete es el componente principal de esta unidad. Este proceso permite reducir el valor de presión de la presión ambiente (aproximadamente 1013 hPa) a un valor correspondiente al vacío final (aproximadamente 10 hPa). Las etapas del proceso de evacuación y sellado de la red inferior formada con la banda superior se muestran en la Fig. 3.