Guía de procesamiento de termoformado
Máquina empacadora de termoformado de la serie DPXB ofrecer pautas de procesamiento para la herramienta de configuración, durante el proceso de conformado, la temperatura y el vacío y / o el aire comprimido son factores críticos. Cualquier variación en la temperatura de la lámina caliente afecta dramáticamente la "resistencia al calor" o elasticidad (tensil) del plástico. En condiciones normales, es esencial que el material de la lámina se caliente de manera muy uniforme en todo momento. Con este tipo de calor, cuanto más rápido sea el vacío, mejor será la distribución del material, ya que no tiene la oportunidad de enfriarse a medida que se está formando. Esto produce un mínimo de estrés interno y suministrará piezas terminadas con las mejores propiedades físicas posibles. Del mismo modo, cuando se utiliza la formación de presión y el material se mueve incluso más rápido que por vacío, la distribución del material será mejor y las piezas aún más libres de estrés. Hay excepciones al vacío rápido, una de ellas son materiales como el acrílico reticulado y fundido en dibujos muy profundos. Este material tiene una gran cantidad de "resistencia en caliente" que le permite utilizar un vacío más lento. Sin embargo, se debe usar un molde muy caliente en estos casos.Todos los materiales termoplásticos tienen temperaturas de procesamiento específicas.
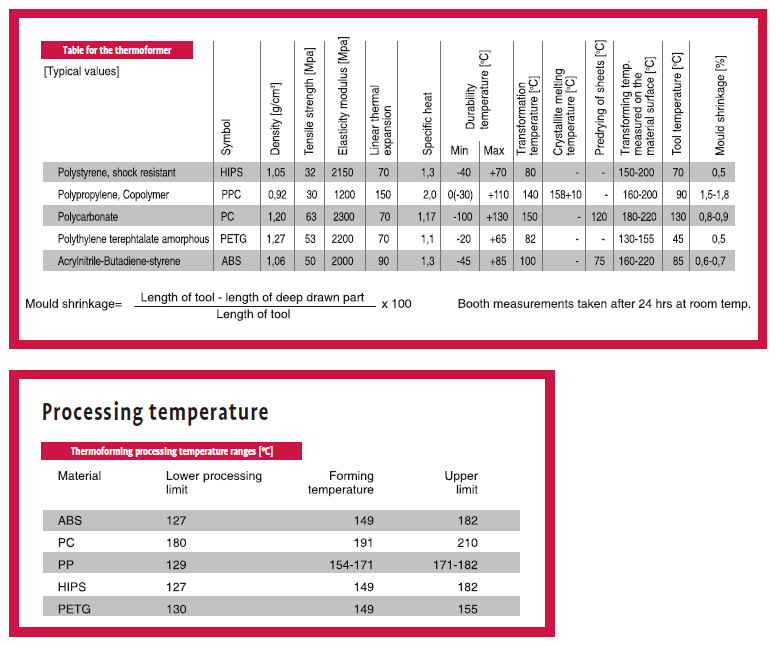
Moldear y ajustar la temperatura
La temperatura establecida es la temperatura a la que la lámina termoplástica endurece y se puede tomar con seguridad del molde. Esto se define generalmente como la temperatura de distorsión de calor a [455kPa]. Cuanto más cerca esté la temperatura del molde de la temperatura (sin excederla), menos se encontrarán con problemas de estrés interno en la pieza. Para un tiempo de ciclo más rápido, si se encuentra contracción posterior, se pueden usar accesorios de enfriamiento posterior para que las piezas se puedan extraer temprano.
Límite de procesamiento inferior
¡Esta columna muestra la temperatura más baja posible para la hoja antes de que esté completamente formada! El material formado en o por debajo de este límite habrá aumentado severamente la tensión interna. La menor cantidad de tensión interna se obtiene mediante molde caliente, lámina caliente y vacío muy rápido y / o aire comprimido.
Temperatura normal de formación
Esta es la temperatura que la lámina debe alcanzar para condiciones de conformado adecuadas en circunstancias normales. ¡El núcleo (interior) de la lámina debe estar a esta temperatura!
La temperatura normal de formación se determina calentando la temperatura más alta
en el que la lámina todavía tiene suficiente fuerza caliente para ser manipulada, pero por debajo de la temperatura degradante.
Límite superior
El límite superior es la temperatura a la que la lámina termoplástica comienza a degradarse o descomponerse. Es crucial asegurarse de que la temperatura de la lámina se mantenga por debajo de este límite. Cuando se utiliza calor radiante, la temperatura de la superficie de la lámina debe ser cuidadosa
monitoreado para evitar la degradación mientras se espera que el "núcleo" del material alcance la temperatura de formación. Estos límites se pueden superar, aunque solo sea por un corto tiempo, con un mínimo de deterioro de las propiedades de la hoja.